























")










 mantiene el nivel TQ Oro en la certificación de talleres de CESVIMAP")
 accede al nivel de certificación TQ de CESVIMAP")
 renueva el Oro en la certificación de talleres TQ de CESVIMAP")
, PLATA en la certificación de talleres TQ de CESVIMAP")
, alcanza la categoría Oro en la certificación de talleres TQ de CESVIMAP")







LOS SEMIRREMOLQUES, VEHÍCULOS DE USO INTENSIVO, ESTÁN SOMETIDOS A LAS INCLEMENCIAS DEL TIEMPO, POR LO QUE UN FACTOR CLAVE EN SU DETERIORO ES LA OXIDACIÓN. SU CAPACIDAD DE CARGA LA LIMITA EL PROPIO PESO DEL VEHÍCULO; CUANTO MENOR SEA EL DEL MATERIAL DE FABRICACIÓN MÁS PESO SE PODRÁ DEDICAR A LA CARGA. ACTUALMENTE, SE FABRICAN SEMIRREMOLQUES DE ALUMINIO, BASTIDOR Y SUPERESTRUCTURA, CON MENOR PESO ESPECÍFICO RESPECTO DE LOS CONSTRUIDOS EN ACERO CON RESISTENCIA ANTE LA
CORROSIÓN Y BUEN ASPECTO ESTÉTICO
 Por Francisco J. Díez Conde
Por Francisco J. Díez Conde
En los bastidores de semirremolques el aluminio se está utilizando, principalmente, para plataformas y basculantes. Para conseguir propiedades mecánicas similares a los fabricados en acero (en resistencia y flexibilidad), los momentos de inercia y espesores de las secciones transversales de sus vigas deben ser mayores, por lo que los bastidores tendrán también mayores dimensiones, especialmente en la altura de los largueros.
Largueros
Los largueros se suelen fabricar de tres perfiles, dos de ellos, extrusionados, que forman las alas, y el central de aluminio, laminado, que constituye el alma. Las alas se deben conformar, especialmente la inferior, para conseguir la forma característica de un larguero. En la zona delantera son de menor altura para componer el cuello del semirremolque y, en la trasera, más alta para anclar los ejes y soportar la mayor parte del peso de la carga del semirremolque. Se une mediante cordón de soldadura, principalmente MIG. El resto de elementos, como traviesas, soporte del King pin, etc., se fabrican con perfilería de aluminio. Los métodos de unión pueden ser diversos: cordón de soldadura para el soporte del King pin, tornillería para las traviesas, etc. Los bastidores de aluminio se reparan igual que los de acero en cuanto a eliminación de deformaciones (desviaciones laterales, pérdidas de nivel, torsiones, etc.). Pero es imperativo, para evitar grietas, el atemperado de la zona de deformación, evitando que se sobrepasen temperaturas entre 250-300ºC. En estas reparaciones, las deformaciones que hay que aplicar para sobrepasar el límite elástico del aluminio son mucho mayores que en reparaciones sobre acero; se debe tener en cuenta al calcular los recorridos de los cilindros hidráulicos.

Superestructuras
Se fabrican basculantes de aluminio de distintos tipos: con estructura de costillas, de sección semicilíndrica, de lamas para basculantes o para pisos. Traviesas y soporte King pin móviles, etc. También se usa aluminio en las cisternas para transporte de pulverulentos, combustibles y, además, en elementos auxiliares, como superestructuras del tipo semilonas, para las cartolas, puertas traseras e, incluso, frentes. Las superestructuras del tipo basculante con estructura de costillas se fabrican como un mecano soldado. Se parte de un piso de plancha laminada de aluminio, de 5 a 8 mm de espesor (depende del uso del semirremolque) reforzado mediante traviesas (perfiles en –U-). En el piso se utiliza el mayor espesor de la caja, aunque en el anclaje del cilindro hidráulico se puede usar chapa de 10 mm. Los laterales se componen de una chapa de aluminio laminado, de 3 a 4 mm de espesor, reforzada exteriormente por perfiles en –U– (costillas), que se sueldan mediante cordón de soldadura al lateral, como el piso.


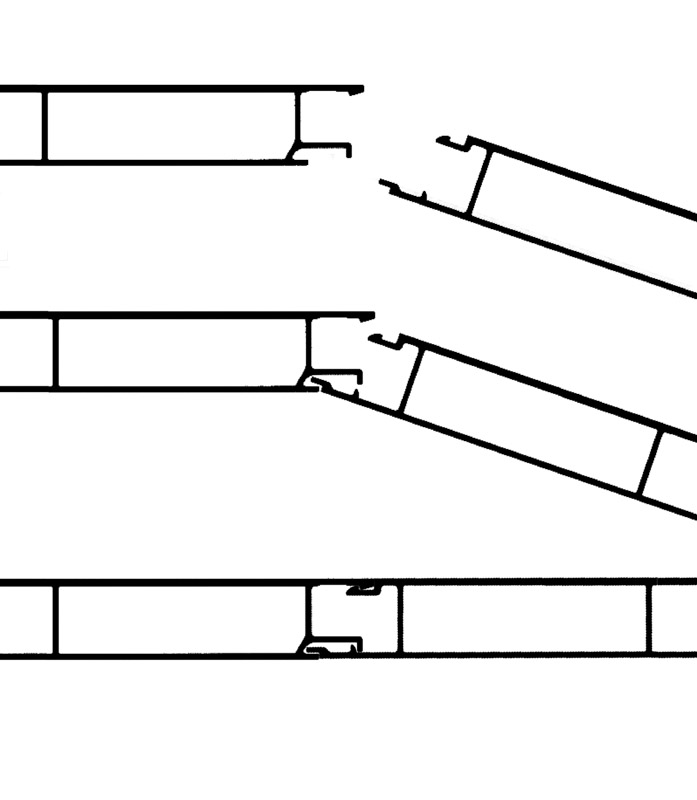
En la parte superior, se suelda un refuerzo o cierre. La unión del piso y el lateral se suele realizar mediante zócalos o escuadras de refuerzo. Los bastidores de aluminio se reparan como los de acero, aunque atemperando la zona para evitar la aparición de grietas.El frente y la puerta trasera se fabrican mediante plancha de aluminio laminado y refuerzos tipo costilla; en el frente, estos refuerzos tienen forma de –V– invertida, con el alojamiento para el cilindro hidráulico de basculamiento. En las puertas y costillas los refuerzos van horizontales o verticales, dependiendo del tipo de puerta, única o dividida en dos partes. La principal diferencia constructiva de las cajas abiertas del tipo lamas respecto de las de tipo costillas son los laterales. Se hacen con lamas, tablas de aluminio con cámara de aire, unidas unas a otras mediante clicado y posterior cordón de soldadura por el interior. Suelen ser de 30 mm de anchura, con paredes de 2-2,5 mm de espesor. Todo el lateral va soldado al piso y, por la parte superior, se monta un cierre, en ambos casos unidos mediante cordón de soldadura. Las bañeras semicilíndricas o de sección curva se usan principalmente para el transporte de áridos; su característica sección facilita la descarga por basculamiento del material transportado. Se fabrican partiendo de un piso plano de plancha de aluminio con refuerzos tipo costilla, igual que los laterales, del mismo material, formando curvatura.

El frente es de plancha de aluminio y la puerta o puertas traseras, idénticas a las descritas en los semirremolques de sección rectangular con estructura de costillas. También existen modelos con sección semicilíndrica, en los que el piso es curvo igualmente.


Hay fabricantes, como GRANALU, que utilizan en fabricación panelados laterales curvos con cámara de aire, ya que disminuyen la pérdida de calor de la carga y evitan que las deformaciones que puede provocar la carga sobre el lateral aparezcan por el exterior. La reparación de cualquiera de estas superestructuras se basa en cuadrar las medidas de la caja, principalmente las diagonales, y sustituir las partes dañadas por perfilería nueva. La reparación de estas superestructuras se basa en cuadrar las medidas de la caja y sustituir las partes dañadas por perfilería nueva.Los métodos de reparación requieren corte y soldadura, trabajando sobre piezas de aluminio con espesores desde 2 mm hasta 12 mm, la soldadura MIG es la más utilizada con alambre de 1,0-1,2 mm.


Para Saber Más…
Para saber más:
[st_icon name=’envelope’ size=’icon-1′ color=’#faf5f5′ type=’circle’ background=’#fa0505′ border_color=» align=’ss-none’ icon_spin=’no’]Área de Vehículos Industriales de CESVIMAP. vindustriales@cesvimap.com
[icon type=»vector» icon=»momizat-icon-book» size=»16″ hover_animation=»border_increase» ]Reparación y peritación de vehículos industriales. CESVIMAP, 2013. [st_icon name=’globe’ size=’icon-1′ color=’#fcf7f7′ type=’circle’ background=’#fa0a0a’ border_color=» align=’ss-none’ icon_spin=’no’] Cesviteca, biblioteca multimedia de CESVIMAP[st_icon name=’twitter’ size=’icon-1′ color=’#fcf7f7′ type=’circle’ background=’#fa0a0a’ border_color=» align=’ss-none’ icon_spin=’no’]@revistacesvimap




