























")










 mantiene el nivel TQ Oro en la certificación de talleres de CESVIMAP")
 accede al nivel de certificación TQ de CESVIMAP")
 renueva el Oro en la certificación de talleres TQ de CESVIMAP")
, PLATA en la certificación de talleres TQ de CESVIMAP")
, alcanza la categoría Oro en la certificación de talleres TQ de CESVIMAP")







Dentro de las numerosas operaciones que se realizan durante el proceso de pintado de un vehículo, especialmente relevantes son las de lijado. el pintor ha de mostrar toda su experiencia, formación y habilidades, para conseguir excelentes resultados en cuanto a la calidad final, y lograr una mejora continua de la eficiencia en dichos trabajos.
 El pintor realizará la inmensa mayoría de los trabajos de lijado en la zona de preparación de superficies, dentro de los denominados trabajos de fondos, que recogen aquellas operaciones del proceso realizadas antes de aplicar las pinturas de acabado. La adherencia mecánica entre capas extra que proporciona el lijado se une a la propia adherencia química que ciertos productos puedan tener entre sí.
El pintor realizará la inmensa mayoría de los trabajos de lijado en la zona de preparación de superficies, dentro de los denominados trabajos de fondos, que recogen aquellas operaciones del proceso realizadas antes de aplicar las pinturas de acabado. La adherencia mecánica entre capas extra que proporciona el lijado se une a la propia adherencia química que ciertos productos puedan tener entre sí.
Fases de un proceso de lijado eficiente
La cronología de los procesos de lijado es:
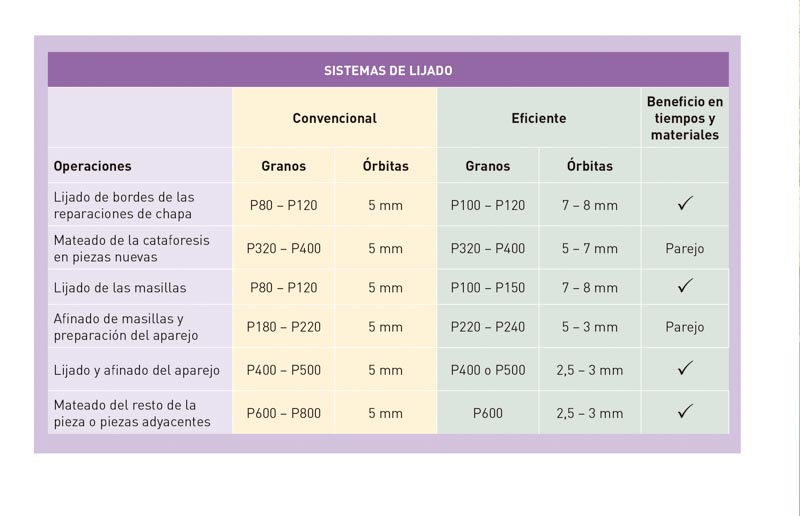
- Lijado de bordes de la superficie reparada: se realiza sobre la chapa o plástico reparado, para eliminar el escalón o borde que crean las diferentes capas de pintura. También se eliminan las marcas de lija creadas por el chapista en su trabajo, y aquellas capas mal adheridas o en mal estado.
- Mateado de la cataforesis: las piezas nuevas a pintar se presentan con una capa de pintura anticorrosiva, llamada cataforesis. Su lijado o mateado consiste en abrir el poro, intentado eliminar la menor cantidad de material posible.
- Lijado de las masillas de poliéster: se realiza para nivelar las superficies y prepararlas para recibir otras pinturas de fondo, como las imprimaciones y los aparejos.
- Lijado del aparejo: proporciona un buen soporte a las pinturas de acabado, con el lijado del aparejo en las superficies dañadas y el mateado del resto de la pieza.
Cuando las pinturas están completamente secas, pueden existir los últimos microlijados. Se realizan para corregir pequeños desperfectos sufridos durante el pintado (motas de polvo, descolgados, etc.), o durante el montaje final de las piezas y de sus accesorios (arañazos superficiales).
Los fabricantes de abrasivos han desarrollado lijados eficientes para estos trabajos, minimizando el número de pasos y, sobre todo, el proceso de pulido y abrillantado con abrasivos químicos.


Importancia de los lijados eficientes
El porcentaje de mano de obra en una reparación de pintura supera al de materiales necesarios para la correcta preparación y embellecimiento de las superficies.
Trataremos los procesos de lijado necesarios para reparar y pintar las superficies dañadas de un vehículo desde estos dos puntos de vista: el alto porcentaje de tiempo que el pintor debe invertir, y el coste económico de los materiales.
Durante más de un 30% de su tiempo productivo el pintor realiza trabajos de lijado, de bordes, masillas, aparejos, o pinturas y barnices envejecidos. Así, es el tiempo de toda la reparación en el que se emplea mayor número de horas. A su vez, el coste económico de los diferentes abrasivos que utiliza supone, tan solo, en torno a un 4% del total de la reparación. La segunda partida más barata.
Procesos de lijado más eficientes
Conseguir un proceso de lijado eficiente, en cuanto a mano de obra, puede ser vital en la rentabilidad de los trabajos de pintura. Está sujeto a varios factores: la habilidad o cualificación de los pintores, las lijas, los equipos o herramientas de lijado (lijadoras), y otros accesorios necesarios (tacos de lijado, platos, etc.).

Toda la experiencia y formación de los pintores en la realización de los procesos de lijado resultará fundamental, ya que durante un largo periodo de tiempo son los encargados de realizar estos trabajos.
Como en cualquier “receta”, es recomendable usar lijas y abrasivos de calidad, que mantengan un productivo poder de corte a lo largo de su vida útil, y permitan buena aspiración del polvo producido en el lijado. Para ser más rápidos no hay que gastar muchos discos de lija, sino que los que se usen estén bien rentabilizados.
Los fabricantes de abrasivos incorporan en su gama de productos abrasivos convencionales, con una granulometría FEPA muy amplia (desde P60 hasta P800).
También desarrollan procesos de lijado eficientes, donde determinan el uso concreto de ciertos granos abrasivos para realizar el proceso de lijado completo en una reparación de pintura.
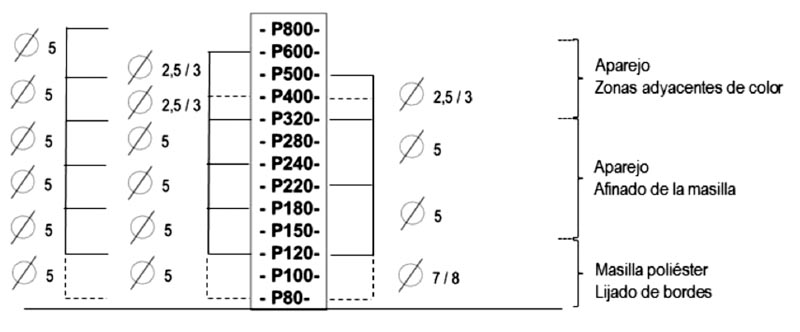
Las lijadoras
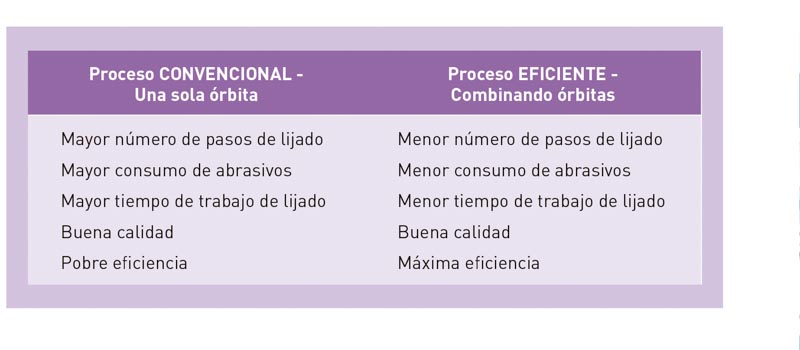
Ya sean eléctricas o neumáticas, conforman una parte importante en los procesos de lijados eficientes. Más que las propias herramientas en sí, la mayor eficiencia en el lijado se obtendrá con la combinación de las órbitas de trabajo que ofrezcan. Los equipos de lijado más utilizados suelen tener órbita de 5 mm, la más frecuente en el taller, pero también existen lijadoras con órbitas de 7 u 8 mm para operaciones de mayor desbaste. Las lijadoras con orbitas de 2,5 o 3 mm, se utilizan para operaciones de mateados y lijados finales.
Combinando dos, e incluso tres órbitas, frente a una sola para realizar todos los trabajos de lijado, el proceso de reparación resulta más ventajoso, eficaz y eficiente.
La dureza de los platos en las lijadoras, los interfaces de espuma o los tacos para el lijado manual también influyen en la eficiencia.
La mejora en la aspiración, mediante abrasivos tipo malla, o sistemas de aspiración multiagujeros, etc., también favorecen el proceso, ya que el polvo producido durante el lijado es rápidamente aspirado, evitando embazamientos prematuros de los abrasivos, marcas (caracolillos) en las capas de pintura, etc.
Lijado eficiente en 4 pasos
Los fabricantes de abrasivos están creando líneas de lijado exclusivas para buscar la máxima eficiencia en el proceso. Unos siguen contando con la granulometría FEPA, pero eligiendo tan sólo 4 granos abrasivos para realizar un trabajo eficiente. Otros, en cambio, crean un nuevo sistema de 4 pasos, donde los discos se enumeran del 1 al 4, siendo el 1 el grano de mayor abrasión, y el 4 el más fino de todos.
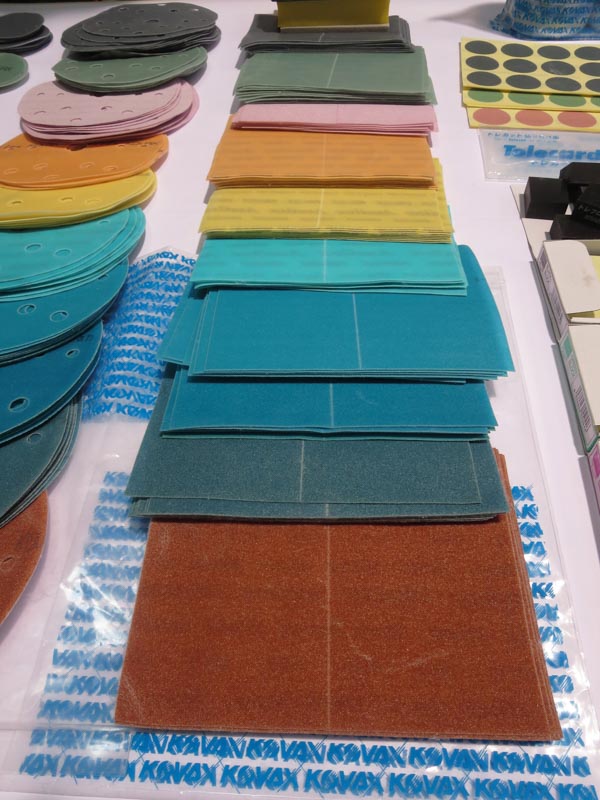
Algunos fabricantes apuestan por teñir con diferentes colores sus abrasivos facilitando, de esta manera, la rápida identificación por parte del pintor de los abrasivos a utilizar.

Estos procesos de lijado eficientes suelen combinar lijadoras de 2 o 3 órbitas diferentes, creando, de esta manera, la mayor rentabilidad y calidad final.
*NOTA: En algunos de los procesos de lijado “4 pasos”, la granulometría está fuera de la FEPA, pero sí combinan diferentes órbitas de lijado con abrasivos diferenciados por colores, o con alguna numeración específica para cada abrasivo, para ser altamente eficientes.
Teniendo en cuenta la cantidad de tiempo empleado por el pintor para realizar este tipo de trabajos, y su importancia en las reparaciones de pintura, comparándolo con el bajo coste económico de los materiales empleados, es fácil entender su trascendencia.
El taller debe dotar al área de pintura de buenos equipos y herramientas de lijado, con aspiración eficaz, y diferentes órbitas de lijado, accesorios, como tacos o platos de diferente dureza, y lijas de calidad, para mejorar la eficiencia del lijado en el área de pintura.
Para saber más:
- Área de Pintura. pintura@cesvimap.com
- 3M Festool: www.mmm.com/es
- Colad: www.snaplid.com/es
- Kovax: www.carrepairsystem.eu
- Mirka: www.mirka.com/es/es/
- Norton: www.nortonabrasives.com/es-es
- Starcke: www.starcke.es
- Zaphiro: www.zaphirogroup.com/